製麴が終了し、「一次仕込」作業に進みます。これまで蓄積したデータと比較し、徹底した温度管理を行い、一次仕込にて麹を発行します。
一次仕込(いちじしこみ)
焼酎造りにおける一次仕込とは、製麴された麹を水と酵母と混ぜ合わせ、温度管理をしながら麹を発酵させていく工程です。ちなみに一次仕込の後は二次仕込、蒸留と工程があります。一次仕込を最終工程として商品化したものを「どぶろく」と言います。
汲み水と酵母(くみみずとこうぼ)
あくがれ蒸留所では一次仕込を甕(かめ)で行っています。その舞台となる甕の中に水を入れていきます。水位を測りながら、水を入れていきます。

甕は一つ一つ個体差があります。大きさによっても水分量を調整したり、地質によって温度を調整したりする必要があります。水分量が変わってしまうと麹の質が変わってしまい、蒸留される焼酎の味に変化が出る要因にもなりえます。

水が溜まったところで、酵母を入れていきます。

仕込み(しこみ)
三角棚にある麹を手押し車に乗せて移送し、甕に投入していきます。今回はお米400kgに対し、甕を2つ使います。


櫂入れを行い、酵母が溶け込んだ水に麹を混ぜていきます。ここでのポイントは全体をゆっくり丁寧に馴らしていきながら、麹を潰さないように混ぜていくことです。強く混ぜると麹がつぶれてしまい、発酵のスピードが上がってしまいます。あくまでも米の表面からゆっくり発酵させることが重要です。
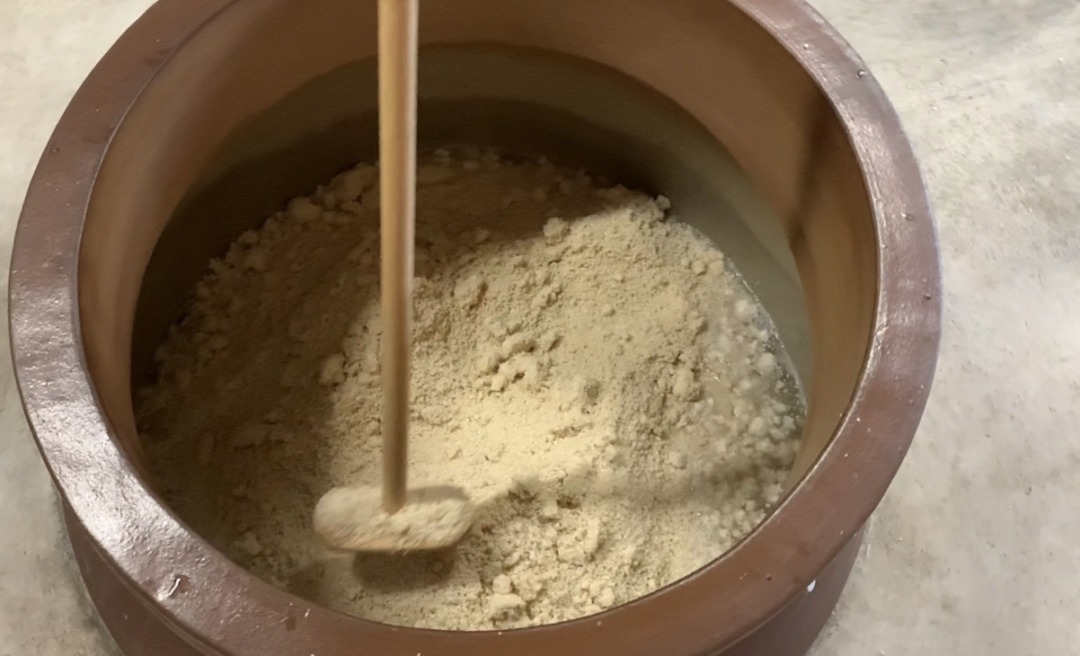
一通り混ぜ終わるとこうなります。

酸度分析(さんどぶんせき)
麹の酸を計測するために、麹と水を混ぜてスターラーで撹拌して、麹に含まれるクエン酸を抽出します。

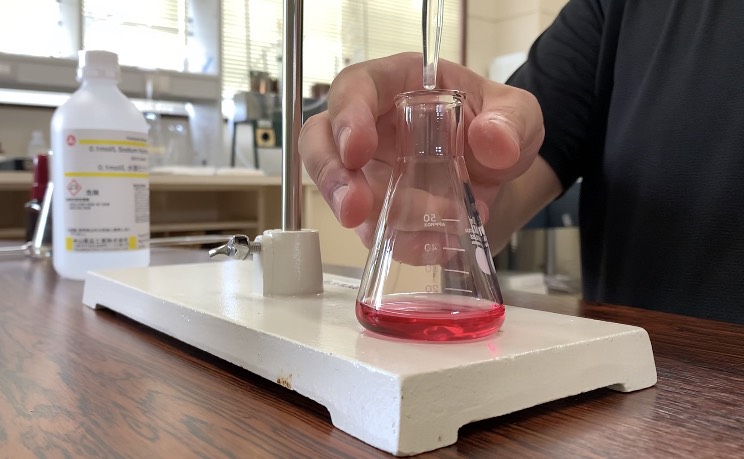
撹拌できた液体をろ過し、抽出された液体の酸度を計測します。指示薬(ニュートラルレッド)で色をつけ、酸度を計測しやすくします。

色のついたろ液に水酸化ナトリウムを入れて、酸度を計測しています。色が変わった量から逆算して酸度を計測します。
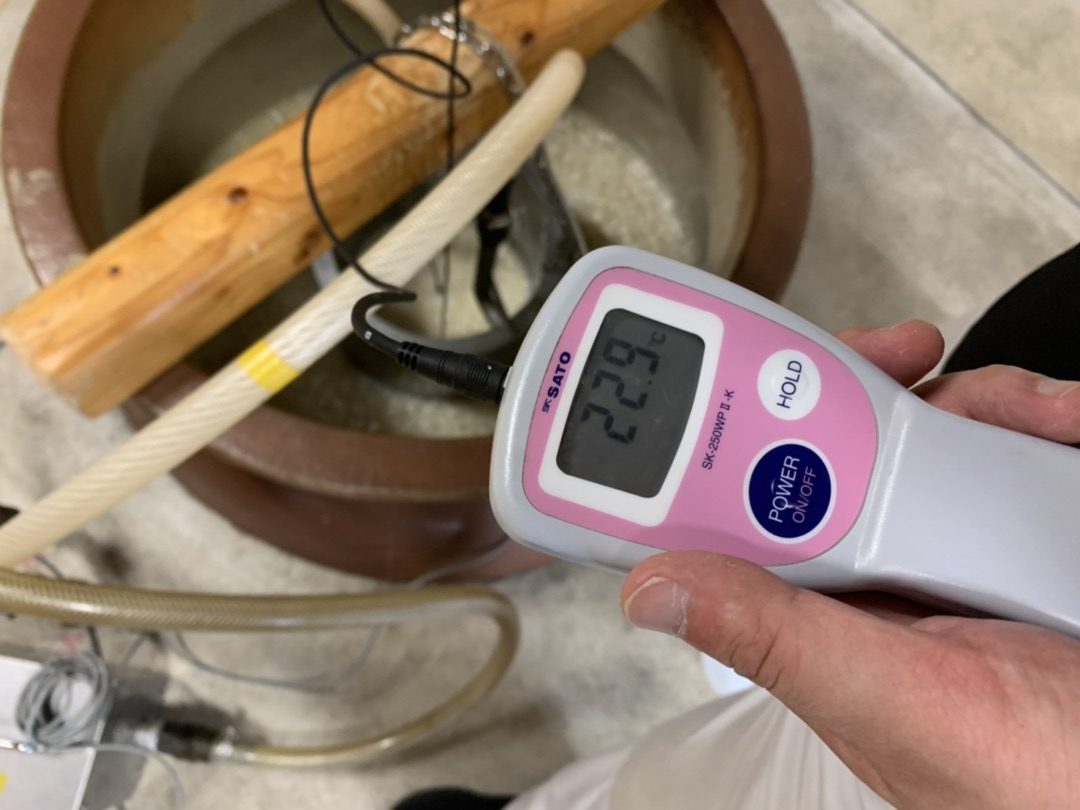
温度管理(おんどかんり)
一次仕込中の甕に円筒の冷却菅を入れ、温度の管理を行っていきます。温度を設定することで安定して麹を発酵させています。温度が不安定な場合、発酵のスピードにムラができ、麹は本来の質を発揮できません。

温度を計測し、チェックしています。

甕壷の状況
一次仕込が完了する6日間の記録を紹介していきます。
甕壷1日目
麹が水に浸っています。動きも匂いもありません。温度は先ほどより安定して25度近辺です。

甕壷2日目
麹が水面に浮かび上がってきて膜を作っているような状態になりました。ぷつぷつと炭酸の気泡が見られます。温度も変わらず安定して25度近辺です。甕に顔を近づけると炭酸を感じ、室内は甘酸っぱい匂いで充満しています。どぶろくのような匂いです。


Facebookでは「ぷつぷつ」という麹の声も公開しています
櫂入れを行った後は、麹が亀の内側に付着します。そこから雑菌が繁殖し、せっかく作っているもろみが腐ってしまうので丁寧に、ハケを使って拭き取っています。この作業は櫂入れ毎に毎回行なっています。

甕壷3日目
甕の内部に手を入れると、伝わってくるのがわかるくらい温度の変化を感じることができます。温度が27度まで上がったもろみは、匂いもメロンソーダのような甘みを帯びた匂いに変化し、泡立っています。室内は甘い匂いで充満しています。


ここで現状のアルコール度数を計測するため、一次仕込中の麹を試留器を使って蒸留していきます。ちなみに泡盛も焼酎と同じ蒸留酒ですが、泡盛の製造過程は、今回アルコール度数を計測する作業と同様、焼酎で行う二次仕込は行わず、一次仕込で造られたもろみを蒸留したものになります。つまり、アルコール度数を計測するために作った液体が製品上、「泡盛」という位置付けになります。

甕壷4日目
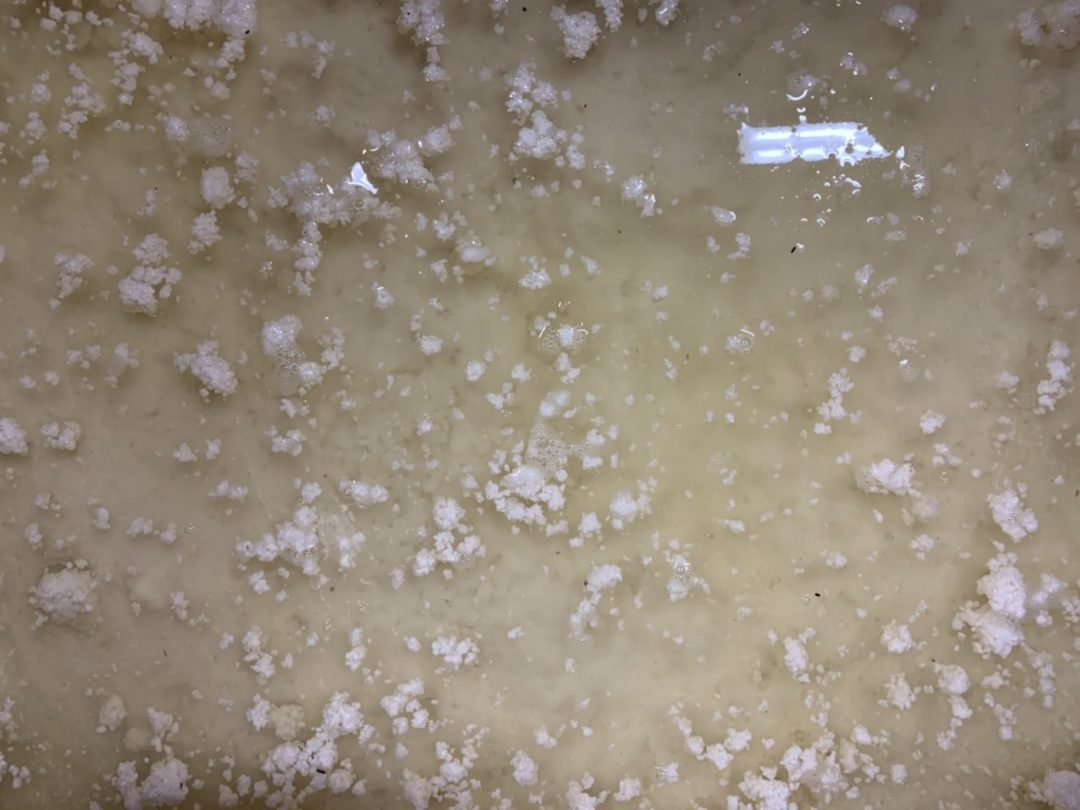
昨日に引き続き温度は高め(27度)を保っています。見た目には乾燥しているようにも見えますが、米粒が上の方に浮いてきており、櫂入れを行うと水気が十分にあるのがわかります。



甕壷5日目
発酵は前日より落ち着き、「ぷつぷつ」という音も小さくなりました。米の蓋で発酵した際の泡(炭酸ガス)が確認できませんが、櫂入れをすると米蓋が割れたところからガスの泡がボコボコと出てきます。


甕壷6日目
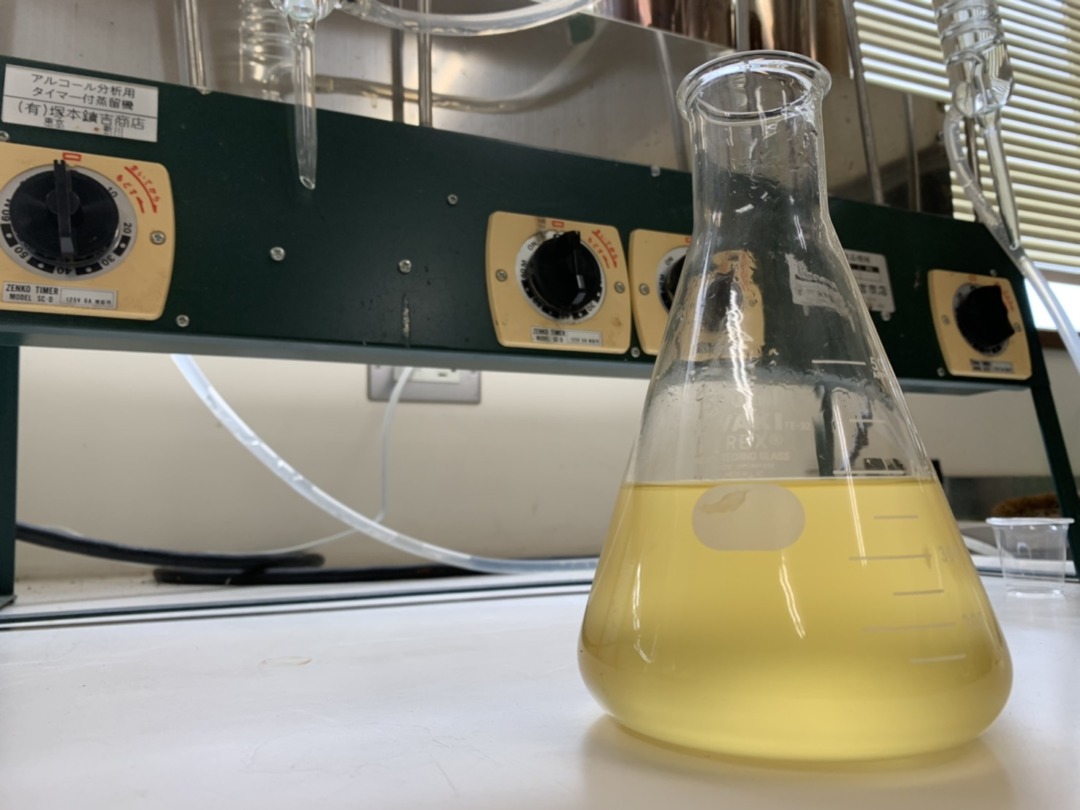
一次仕込最終日。匂いも温度も日々落ち着いてきました。発酵度合いを測るために一次仕込み最終日の本日も、アルコール度数を測ります。


ろ過したお酒は3日目の時に蒸留した時と比べて、色が濃く、匂いはフルーティ、パイナップルを彷彿とさせる匂いがします。
焼酎造りにおける「一次仕込」のまとめ
一次仕込では6日かけて徹底した温度管理を行います。朝昼夜に櫂入れを行い、酸度やアルコール度数などを分析しながら二次仕込まで発酵させていきます。じっくり発酵させたのちに一次仕込で完成したもろみをお米と混ぜ合わせて再び発酵(二次仕込)過程を経て蒸留の工程へ進んでいきます。